Фрезерно-гравировальное оборудование активно используется производителями рекламы не только при раскрое и фрезеровке листовых материалов, но и при послепечатной обработке изображений, полученных по технологии широкоформатной планшетной печати УФ-отверждаемыми чернилами. О том, как не ошибиться с выбором фрезерно-гравировального станка, рассказал в своем выступлении на конференции "САЙНБИЗНЕС-2014. Новые источники прибыли и оптимизация издержек" Борис Погорельский, директор компании "Неотек".
Компания "Неотек" (Москва) создана в 1999 году как предприятие по поставкам расходных материалов, неоновых комплектующих, светотехники и оборудования для производства вывесок и наружной рекламы. С 2004-го "Неотек" занимается поставками и послепродажным обслуживанием фрезерно-гравировальных станков компании AXYZ Automation Inc. (Канада), c 2012 года - реализацией на территории России фрезерно-гравировального оборудования компании VOLTER (Чехия). Борис Погорельский является соучредителем и директором компании "Неотек". С первой частью статьи можно ознакомиться по следующей ссылке: .
Особенности послепечатной обработки
Около двух лет назад на рынке фрезерно-гравировального оборудования произошел перелом. Если раньше и рекламно-производственные фирмы, и производители мебели покупали станки во многом схожей конфигурации, то в последние полтора-два года среди компаний, изготавливающих вывески и другие средства визуальной рекламы и задумывающихся о своем будущем, резко возрос интерес к более эффективным технологиям, в частности, к автоматизированным системам для послепечатной обработки изделий, полученных с помощью широкоформатной планшетной печати УФ-отверждаемыми чернилами. В основе каждой из таких систем - камера для распознавания меток на отпечатке, набор специальных ножей и программное обеспечение, вносящее коррективы в траекторию перемещения инструмента на основе данных, считанных камерой с материала.
В свое время, еще до появления камер для считывания меток, мы пытались вырезать небольшие изделия из закатанного запечатанной самоклейкой пластика с помощью фрезерно-гравировального станка. Оказалось, что качественно сделать это практически невозможно. Главная сложность - расположить изображение на рабочем столе так, чтобы стартовая точка реза совпала с контуром изображения. Второй нюанс - в результате печати и накатки изображения на пластик получаемые размеры и контуры графики не совпадают с исходными размерами, заложенными в файле с макетом. Поэтому и при выполнении задания по резке, созданного на основе первоначального файла с изображением, добиться качественной обрезки изображения по контуру невозможно.
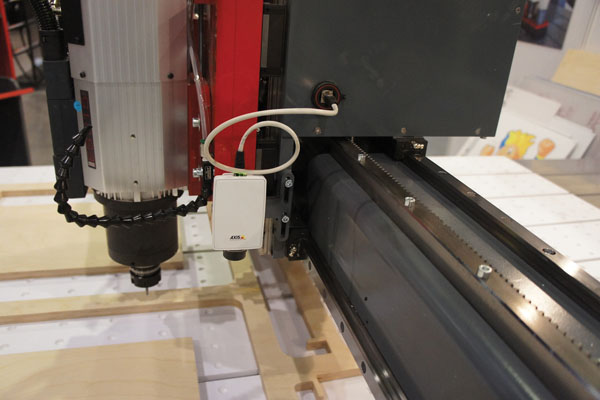
Пять-шесть лет назад появились первые фрезерно-гравировальные станки, оснащенные камерами для считывания меток на заготовке и способные осуществлять резку, ориентируясь на эти метки. Обычно метки представляют собой черные кружки диаметром 5 - 7 мм, расположенные по углам изображения. С помощью широкоформатного УФ-принтера метки печатаются одновременно с изображением непосредственно на поверхности композитных панелей, пластиков и других листовых материалов. Затем создается файл с заданием для фрезерно-гравировального станка, содержащий контур изображения и метки. Далее файл экспортируется в программу ArtCam, где обрабатывается и отправляется на управляющую станцию станка. После этого каретка станка с установленной на нее камерой объезжает расположенную на рабочем столе заготовку, считывает с нее метки, определяет их местоположение, замеряет все возникшие смещения и геометрические искажения, произошедшие при печати. К слову, такие искажения могут быть достаточно значительными и достигать нескольких процентов. Затем контур изображения, заложенный в файле задания по резке, полностью пересчитывается с учетом всех считанных камерой параметров, и только после этого станок вырезает изображение. В итоге мы получаем напечатанное изображение, которое вырезано точно по контуру с погрешностью в пределах 0,1 - 0,2 мм.
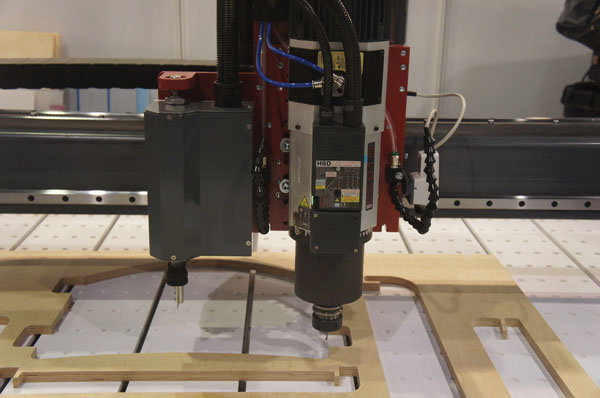
Для контурной резки изображений с помощью фрезерно-гравировального станка используется несколько типов инструментов. Это в первую очередь флюгерный нож, который представляет собой очень простое устройство: металлический цилиндр с подшипником, в котором зажато свободно вращающееся лезвие. При его использовании шпиндель станка не вращается, поскольку в этом нет никакой необходимости. Лезвие флюгерного ножа смещено относительно оси вращения, и, когда нож врезается в материал и начинает двигаться, он, как флюгер, поворачивается по направлению движения. При всей простоте и дешевизне у этого решения есть и недостаток: поскольку должно пройти некоторое время, прежде чем нож начнет двигаться в правильном направлении, качественно вырезать с его помощью прямые и острые углы практически невозможно. Поэтому задача оператора - создавать в файле резки специальные "петли", чтобы нож плавно разворачивался и продолжал рез в нужной точке. К тому же очевидно, что вырезать внутренние прямые и острые углы с помощью флюгерного ножа невозможно, поскольку придется повреждать изделие. Если у рекламно-производственной компании необходимость в послепечатной резке возникает только время от времени, приноровиться к использованию флюгерного ножа несложно.
Более удобным в использовании является тангенциальный нож, держатель которого оснащается приводом. С его помощью можно вырезать любые контуры и детали.
В использовании ножей для послепечатной обработки есть ряд преимуществ по сравнению с применением фрез. Так, с помощью ножа листовой ПВХ толщиной 5 - 6 мм можно резать со скоростью 150 - 200 м/сек. Для сравнения: фрезой резать со скоростью быстрее 100 мм/сек. практически невозможно. Помимо того, что при резке ножом задания выполняются быстрее, в ходе работы не образуется стружки и не создается шума, поэтому послепечатная обработка осуществляется чисто и аккуратно.
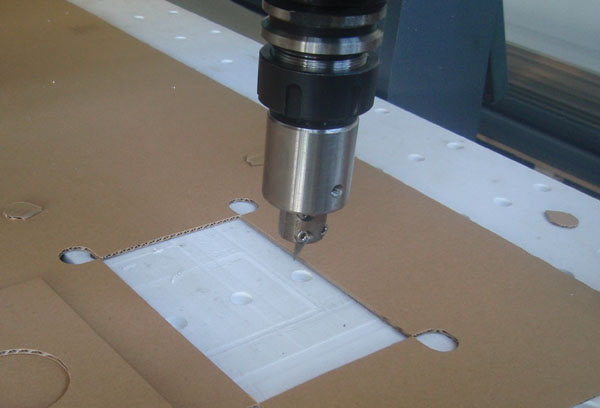
Еще одним достоинством использования тангенциального ножа является тот факт, что с его помощью можно изготавливать любую упаковку из гофрокартона. В данном случае вместо лезвия в держатель вставляется специальное колесико для биговки, которым обрабатывается заготовка из гофрокартона, затем - лезвие, которым обрезается изделие, и в результате фрезерно-гравировальный станок с легкостью превращается в незаменимое оборудование в производстве упаковки. Существует также немало материалов, которые невозможно резать с помощью фрезы, но которые отлично режутся с помощью ножа. Это и ткани, и ковролин, и материалы на основе резины.
Экономическая составляющая и производительность
Чтобы понять, насколько целесообразна покупка фрезерно-гравировального станка, следует поинтересоваться расценками на услуги по фрезеровке сторонних компаний и сравнить их с приблизительной себестоимостью одного часа его эксплуатации. В себестоимость следует включить зарплату оператора, плату за аренду помещения, амортизацию станка, расходы на фрезы, налоги, потребление электричества и прочие расходы. Очевидно, что чем выше производительность оборудования, тем ниже себестоимость. При этом производительность зависит не только от параметров и конфигурации оборудования, но и от квалификации оператора. В данном случае следует учитывать не только время, уходящее на выполнение задания, но и время, необходимое на загрузку материала на рабочий стол, на снятие готовых изделий и обрезков и на чистку станка.
Порой поставщики фрезерно-гравировального оборудования заявляют, что их станки способны осуществлять раскрой материалов со скоростью 300 - 500 мм/сек. Сразу скажу, что это сказка: в реальности на такой скорости у вас или расплавится материал, или сломается фреза. Скорость резки напрямую зависит от свойств материала, от типа используемой фрезы и уровня качества, который вы желаете получить. К примеру, можно задать чуть более высокую скорость, при этом придется мириться с тем, что увеличится износ фрезы (и тем самым повысится себестоимость работы) и, скорее всего, ухудшится качество обработки торцов. Если резать медленнее, в большинстве случаев вы получите более высокое качество реза и уменьшите износ инструмента. Замечу, что это правило не распространяется на легкоплавкие материалы, которые при медленной скорости обработки будут плавиться в точке реза. Мораль: станком должен управлять оператор, понимающий особенности работы с различными типами материалов и разбирающийся во фрезах. От его знаний и навыков напрямую будет зависеть реальная производительность фрезерно-гравировального оборудования. Вопрос соотношения цены и качества
Если посмотреть, какие из предложений на рынке пользуются сегодня наибольшей популярностью среди рекламно-производственных компаний, то это фрезерно-гравировальные станки с рабочим столом 3 х 2 м или же 4 х 2 м. Если предприятие чаще всего работает с ПВХ и акрилом, как правило, выбирается станок со столом 3 х 2 м. Поскольку на отечественном рынке представлено немало алюминиевых композитных панелей 4-метровой длины, компании, которым необходим станок для обработки АКП, покупают оборудование с рабочим столом 4 х 2 м.
Если смотреть предложения на российском рынке по станкам с рабочим полем 3 х 2 м с вакуумным прижимом материала, то диапазон цен по такому оборудованию сегодня начинается с 700 тыс. руб. и заканчивается приблизительно 2 млн. руб. Обычно то, что дешевле, - это недолговечное и не отличающееся точностью оборудование азиатской (а порой и российской) сборки. Главный способ добиться низких цен для таких производителей – это использование дешевых комплектующих, имеющих низкое качество и малый срок службы.
В чем разница между оборудованием стоимостью 700 тыс. рублей и 2 млн. рублей? Разница в том, что если у компании есть заказы в объемах, которыми достаточно загрузить фрезерно-гравировальный станок, и есть планы заниматься выполнением подобных заказов на протяжении нескольких лет, то более дорогой станок, как ни странно, обходится дешевле.
Во-первых, при работе на дешевом станке существенно возрастает доля брака. Изделия, которые не удалось изготовить качественно с первого раза, приходится фрезеровать повторно, в итоге напрасно расходуются и трудозатраты, и материалы. Во-вторых, дешевое оборудование в гораздо большей степени склонно к преждевременному выходу из строя и многочисленным поломкам. Многие считают, что, раз запчасти дешевые, сбой станка в работе можно не расценивать как проблему. При этом как-то не принимается в расчет, какие убытки приносит время простоя станка, в течение которого оператор, ничего не делая, продолжает получать зарплату, платится аренда за помещение и задерживается выполнение компанией взятых на себя перед клиентами обязательств.
В-третьих, следует также учитывать вопрос остаточной стоимости оборудования. К примеру, любой из канадских станков, которые мы реализовали десять лет назад, на рынке бывшего в употреблении оборудования будет стоить приблизительно 40 - 50% от стоимости нового станка этого же производителя.
Конечно, покупка дешевого станка может быть оправданна, если необходимость фрезеровки листовых материалов возникает только эпизодически, и при этом средств на покупку качественного оборудования нет, как нет и желания пользоваться услугами сторонних компаний. В данном случае следует помнить, что такой станок может в любой момент сломаться, а послепродажное обслуживание оборудования часто ограничивается ремаркой фирмы-поставщика "Сами виноваты…".
О безопасности
Есть несколько базовых принципов безопасности, которые следует соблюдать при эксплуатации фрезерно-гравировального оборудования. Во-первых, всем, кто находится в цеху, где работает станок, необходимо надевать защитные очки. Как уже было сказано, фрезерно-гравировальные станки оснащаются высокооборотистыми шпинделями, которые вращаются со скоростью 18 000 - 20 000 оборотов в минуту. При поломке фрезы (что периодически происходит) невозможно предугадать, куда отлетит ее осколок, и защитные очки в данном случае выступают одним из элементов обеспечения безопасности оператора. Они также защищают глаза от попадания стружки, что немаловажно.
Во-вторых, мы рекомендуем устанавливать на станок насадку-щетку для удаления стружки. Поскольку фреза весит очень мало, щетина щетки способна задержать в себе осколок сломавшейся фрезы.
В-третьих, мы предостерегаем операторов от ношения перчаток. В любом фрезерно-гравировальном станке используются приводы и другие движущиеся и вращающиеся узлы. Останавливать шпиндель вручную нельзя. Между тем многие операторы, надев перчатки и таким образом якобы обеспечив свою безопасность, именно так и поступают. При попытке остановить шпиндель вручную велик риск того, что перчатку вместе с рукой "намотает" на привод. Точно также не рекомендуется находиться во фрезерном цеху в свободных куртках и носить другие развевающиеся предметы одежды, которые могут быть "затянуты" тем или иным подвижным узлом станка. Согласно нормам, принятым в странах Европы и Северной Америки, подходить к фрезерно-гравировальному станку можно только тогда, когда он выключен: после того, как оператор уложит новый лист материала на рабочий стол и запустит задание, подходить к станку запрещено.
О том, как избежать брака при оклейке самоклеящейся пленкой неровных поверхностей, рассказывает Владимир Киреев, мастер по нанесению пленок на автомобили, международный сертифицированный тренер, автор канала «Академия оклейки Valdevay».
Одной из прорывных технологий для производства вывесок в последние годы можно назвать применение жидкого акрила для изготовления объемных букв. Технология активно используется во многих российских рекламно-производственных компаниях, однако до сих пор не получила широкого применения ни в европейских странах, ни даже в Китае. Причин тому может быть несколько, но сегодня мы рассмотрим аспект, связанный с токсичностью жидкого акрила.
Зачастую производители рекламы, занимающиеся брендированием транспорта, используют праймер для надежного закрепления самоклеящейся пленки на борту автомобиля. Однако при этом редко берется в расчет тот негативный эффект, который оказывает праймер на оклеиваемую поверхность. Да и демонтаж пленки в таком случае доставит немало хлопот тем, кому предстоит этим заниматься.
Как правильно выбрать самоклеящуюся пленку, чтобы она оптимально подходила под обозначенные требования? Разумеется, обратить внимание на её характеристики. Но иногда достаточно узнать о способах производства пленки, чтобы пойти в правильном направлении.