Поликарбонат и акриловое стекло завоевали широкую популярность на рынке материалов для изготовления наружной рекламы не только своей светопропускающей способностью, стойкостью к внешним воздействиям и прочностью, но и удобством в их обработке. Из этих полимеров можно эффективно изготавливать различные элементы для рекламных конструкций и установок с помощью электропил, фрезерно-гравировальных станков и оборудования для термовакуумной формовки. При этом для достижения наилучших результатов следует принимать во внимание некоторые особенности поликарбоната и акрила, способные повлиять на качество выполнения того или иного процесса обработки.
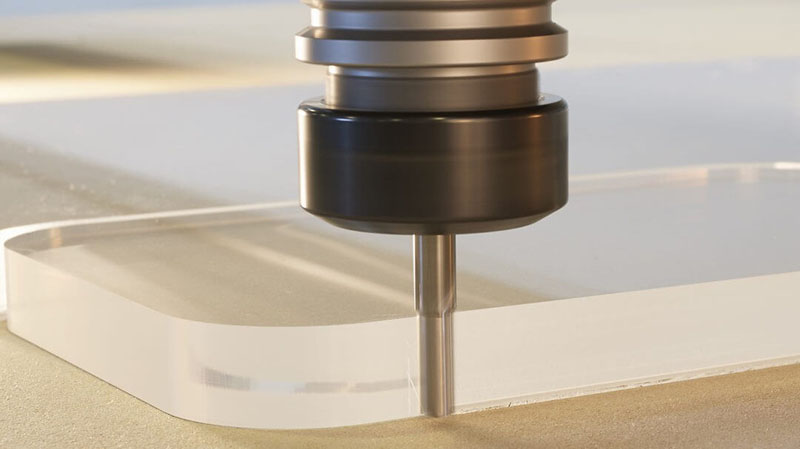
Фрезеровка
При раскрое органического стекла на фрезерно-гравировальном станке скорость вращения шпинделя должна быть не менее 10 000 об/мин. На этой скорости фрезы для резки акрила диаметром от 8 до 12,7 мм будут обеспечивать наиболее гладкую поверхность края в месте реза. Фрезы обязательно должны быть острыми. Не рекомендуются фрезы диаметром менее 8 мм, поскольку при фрезеровке акрила они очень быстро выходят из строя. Можно также использовать карбидные фрезы, которые служат гораздо дольше, чем стальные. Для получения полированных краев рекомендуются фрезы с алмазным напылением.
Чтобы предотвратить образование сильного нагрева в зоне обработки, который может вызвать размягчение и оплавление края листа, необходимо подачу листа осуществлять со скоростью от 3 до 7,5 м/мин.
Для обработки поликарбонатных листов на фрезерно-гравировальном оборудовании с ЧПУ рекомендуется использовать высокоскоростные фрезы из карбида вольфрама. Оптимальная скорость вращения шпинделя для раскроя поликарбоната составляет от 25 000 до 30 000 об/мин.
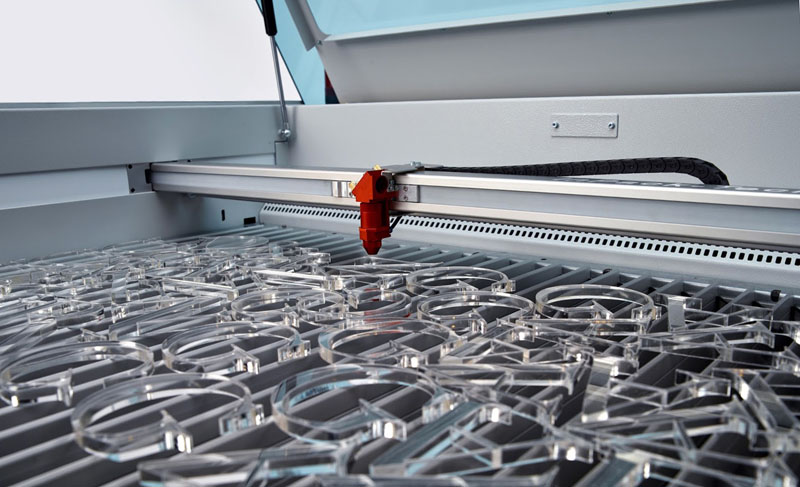
Лазерная резка
Известно, что лазерное оборудование обеспечивает выдающиеся по качеству результаты при раскрое акрила. Между тем применять лазерную резку для раскроя поликарбонатных листов толщиной более 1 мм не рекомендуется, поскольку при таком методе обработки на поверхности края реза будут образовываться неровности, произойдет изменение цвета первоначальной окраски материала, а в плотных листах будет увеличиваться внутреннее напряжение.
Формование
Поликарбонат часто используется для термовакуумного формования трехмерных изделий. Этот материал можно подвергать нагреву и менять его форму неоднократно. То же можно сказать и о литом (литьевом) оргстекле: если с первого раза получить желаемое качество изделия не удалось, материалу можно вернуть первоначальную форму и снова подвергнуть термоформовке.
Стоит помнить, что и акрил, и поликарбонат являются гигроскопичными материалами, то есть поглощают влагу из атмосферы. В этих полимерах влага накапливается в процессе их производства, транспортировки и хранения. Чтобы получить достойные по качеству результаты термовакуумного формования, прежде, чем приступать к формовке, оргстекло и поликарбонат необходимо подвергнуть предварительной просушке. Так, наличие влаги в поликарбонате может привести к образованию пузырьков и других дефектов на поверхности изделия и негативно повлиять на свойства полимера. Поэтому перед формованием поликарбонат необходимо поместить в тепловую камеру с температурой +120 градусов Цельсия, оснащенную системой циркуляции воздуха. Температура не должна превышать +125 градусов, иначе материал будет подвержен риску коробления. Листы в тепловой камере необходимо расположить с интервалом в 10–25 мм друг от друга. Время просушки рассчитывается по формуле X = T x 2, где T — толщина листа в миллиметрах, а X — период прогрева листа в тепловой камере в часах. К примеру, для листа поликарбоната толщиной 4 мм рекомендуемое время просушки составляет 8 часов. При этом, как только поликарбонат вынимают из тепловой камеры, он начинает снова впитывать влагу, поэтому его сразу необходимо поместить в оборудование для термовакуумного формования.

Рекомендуемый диапазон температур для формования акрила — от +175 до +190 градусов Цельсия. Поликарбонат формуют при температурах от +180 до +210 градусов. При недогреве не будет достигнут необходимый уровень размягчения и пластичности листов. Перегрев может привести к деформации пластиков.
Оклейка самоклеящимися пленками
Обладая гигроскопичностью, поликарбонат имеет склонность к выделению влаги и газов в атмосферу. Поэтому, прежде чем декорировать его самоклеящимися ПВХ-пленками, рекомендуется наклеить небольшой кусок на очищенную поверхность листа и выдержать в течение 24 часов при температуре +60 градусов Цельсия. Если за это время между пленкой и полимером образовались пузырьки, материал все еще склонен к дегазации. В этом случае пластик необходимо подвергнуть просушиванию в тепловой камере или выдержать при комнатной температуре в течение более длительного времени, прежде чем оклеивать винилом.

При наклеивании большинства самоклеящихся пленок на листовой акрил обычно достигаются качественные результаты с первого же раза. Однако при монтаже самоклейки на поверхность оргстекла «всухую» между пленкой и пластиком также могут образоваться пузырьки воздуха. Поэтому опытные производители вывесок прибегают к «влажному» методу аппликации, который предполагает предварительное смачивание оклеиваемой поверхности слабым мыльным раствором и последующую выгонку жидкости из-под наклеенной пленки.
Печать
В настоящее время для декорирования средств визуальной рекламы из акрилового стекла применяется широкоформатная цифровая УФ-печать. Главное, что необходимо выполнить перед печатью на акриле, — очистить его поверхность и удалить статическое электричество, накопленное в материале. Следует также помнить, что зачастую УФ-отверждаемые чернила не способны обеспечить желаемый уровень адгезии с запечатываемой поверхностью этого полимера. В результате краска может отслаиваться от пластика, а напечатанное изображение — растрескиваться и со временем осыпаться. Чтобы этого избежать, перед печатью рекомендуется нанести на акрил специальный праймер, который обеспечит сильное сцепление УФ-чернил с поверхностью пластика. В некоторых случаях для повышения долговечности готового изделия после печати его покрывают прозрачным лаком.