Практический взгляд на производительность, скорость и точность современных режущих плоттеров. (Продолжение. Начало — в № 110 журнала «НАРУЖКА. Издание для производителей рекламы» за февраль 2018 г.)
Вернемся к разговору о производительности планшетных режущих плоттеров. Во второй части статьи речь шла о конвейерной системе подачи материала как средстве повышения производительности плоттера. Однако, несмотря на несомненную выгоду конвейерной подачи, загрузка и выгрузка листового материала остается полностью ручной. В данной статье рассмотрим средства автоматизации, которые также повышают производительность станка за счет упрощения, ускорения или автоматизации загрузки и/или выгрузки материала.
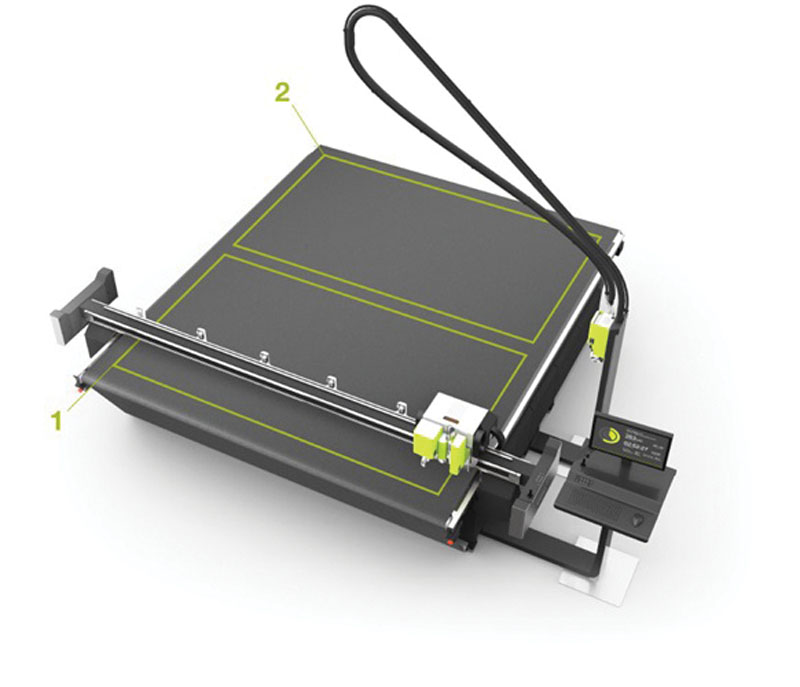
1.Полуавтоматическая подача применяется на оборудовании, имеющем конвейерную подачу, стол разгрузки на полную длину рабочей зоны и стол загрузки длиной не менее половины длины области раскроя. Как правило, длина и ширина основного стола больше размеров рабочей зоны, поэтому центр тяжести листа будет лежать на более коротком столе подачи. Изюминкой этого типа подачи является упор на границе начала рабочей зоны, в который упираются передняя кромка листа и боковая упорная планка. Оператор укладывает лист, двигая его вдоль направляющей планки до упора. Конвейерная система подачи сама перемещает материал в зону резки (перед подачей пневмоцилиндр поднимет упор вверх). Для первого листа текущего задания позиционирование раскроя по меткам с помощью камеры осуществляет оператор. Во время раскроя первого листа он таким же способом укладывает новый лист для подачи. По завершении раскроя включается конвейерная система подачи. Следующий лист подается точно в то же место, что и предыдущий, поэтому после первого листа метки приводки плоттер находит сам. Соответственно, оператор освобождается от ряда рутинных операций и может заниматься только укладкой очередного листа в положение готовности к подаче и разборкой готового кроя и отходов. Можно сэкономить на переднем столе разгрузки, но в этом случае или все будет падать на пол, или нужно ставить стол с небольшим уклоном от плоттера и скользкой поверхностью. Несомненно, в любом случае работа оператора по разгрузке будет затруднена. Такой процесс обеспечивает требуемый принцип повышения производительности «плоттер не должен ждать оператора».
2.Раскрой по зонам / Тандем (в принципе, конвейер здесь не требуется). Идея этой опции — разделение рабочей зоны на отдельные сегменты, в которых происходит независимое включение/выключение вакуума, задаваемое в программном обеспечении плоттера. Рассмотрим две зоны (отсюда и название — «Тандем»), так действует простой принцип: больше зон, меньше размер этой зоны, и смысл многозонности теряется. Кроме того, необходимо учитывать следующие факторы, если имеем более двух зон: — усложняется работа оператора и программного обеспечения; — оператор может не успевать укладывать и убирать материал по зонам, плоттер будет ждать; — рационально в обеих зонах выполнять одно и то же задание, поэтому можно просто в каждой из двух зон укладывать несколько небольших листов.
Работа оператора на таком станке заключается в следующем: — в первой зоне укладывается лист, ручным управлением камерой определяются метки, запускается раскрой; — пока плоттер работает, оператор укладывает лист материала во второй зоне; — по окончании раскроя в первой зоне оператор опять же вручную «обучает» плоттер во второй зоне и запускает раскрой; — убирается крой из первой зоны и укладывается новый лист и так далее, пока задание не будет выполнено.
Чтобы плоттер правильно определял метки после «обучения», оператору следует укладывать листы примерно в одни и те же места. Для этого можно, например, мелком отметить уголки с каждой стороны. Таким образом, время выполнения существенно сокращается.
Если задание требует раскроя больших листов (превышающих размер зоны), вакуум включается на всю рабочую зону плоттера.
3.Автоматизацию загрузки и выгрузки листового материала однозначно выгодно применять для больших тиражей. Здесь возможны варианты конфигурации оборудования, но в любом случае плоттер должен быть оснащен конвейерной системой подачи.
Устройство подачи листов
4.Для автоматической подачи материала на стол плоттера существуют устройства загрузки листов и панелей. Разделение между листом и панелью несколько условное, критерии — размер и вес.
Для листов более легких и меньшего размера устройство подачи включает в конструкцию накопитель, лист подхватывается присосками и перемещается на край рабочего стола плоттера.
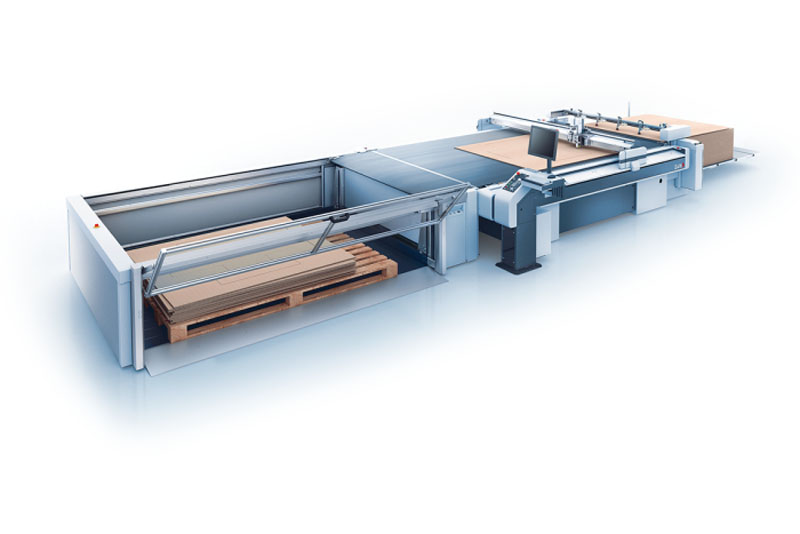
Подача панелей требует автозагрузочное устройство большего размера, умеющего поднимать тяжелые панели. Материал в это устройство подвозится на поддоне и подается внутрь самого устройства.
Общие принципы работы таких податчиков: — при подаче должен быть подхвачен только один лист, а листы/панели в пачке часто слипаются; — практически невозможно уложить материал в ровную пачку, поэтому перед перемещением материала переднюю кромку / угол листа нужно выровнять — в этом случае обеспечивается аккуратная подача в одно и то же место, камера будет находить метки автоматически.
Автоматической разгрузки после листового податчика не требуется, спереди устанавливается наклонный приемный стол.
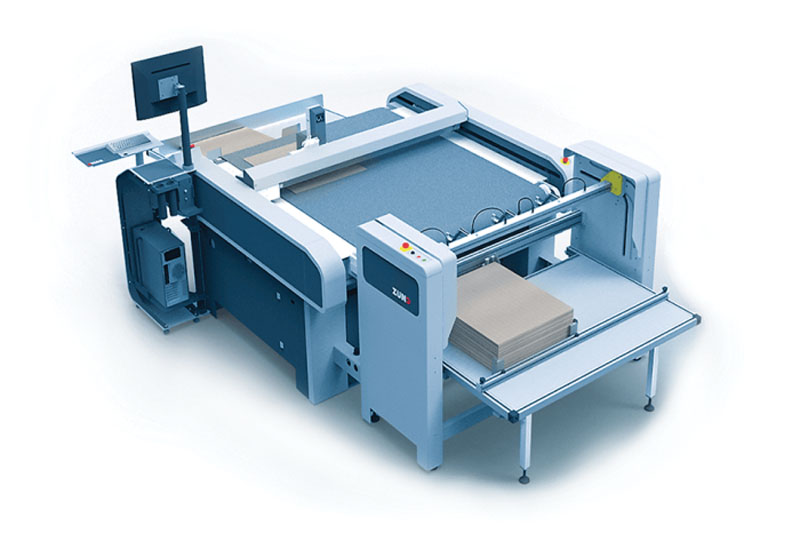
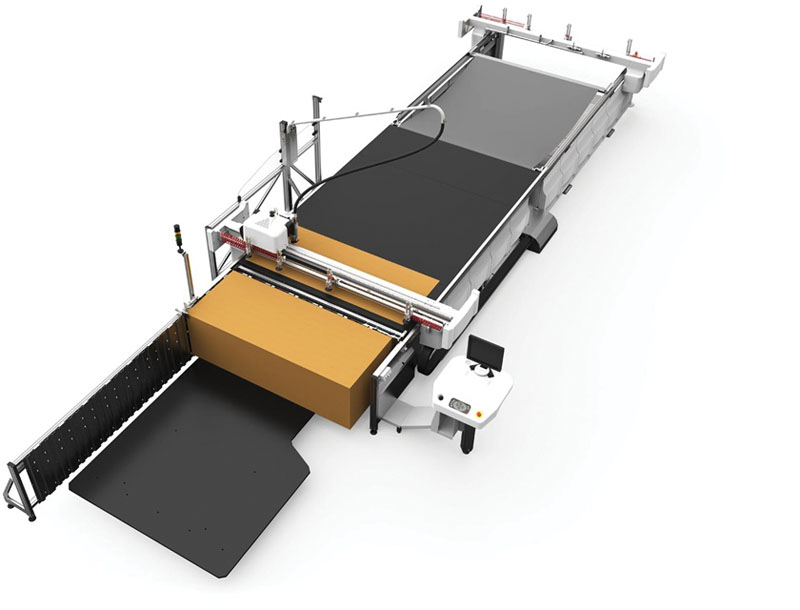
Автоматическое устройство разгрузки панелей (стакер) — сложный агрегат, фактически заменяющий конвейерный стол разгрузки. Сложность этой процедуры вызвана тем, что надо уложить раскроенный лист в пачку, но теперь этот лист уже не лист и состоит из частей – кроя и отходов. Задача решается двумя способами:
— при раскрое материала на вырезаемых контурах через определенное расстояние устанавливаются мостики и плоттер не прорезает материал насквозь в этих местах; лист после раскроя можно подхватить присосками и подать на поддон; для данного решения применяется вторая балка с присосками, работающая самостоятельно, но синхронно;
— для выгрузки кроя на поддон используется подвижная шторка, на которую перемещается раскроенный лист; шторка выдвигается вперед, и при ее движении назад крой плавно опускается на поддон (предыдущую панель). В этом случае не нужны мостики и вторая балка.
Если вы приобретаете весь комплект автоподачи/разгрузки, плоттер практически не будет требовать постоянного надзора за его работой.
Что необходимо знать для определения выгодности покупки «автомата»: — время на раскрой должно быть сопоставимо со временем автоматической загрузки и выгрузки (в идеале все эти операции выполняются за одно и то же время); — если раскрой требует много времени, дорогие устройства загрузки и выгрузки будут постоянно простаивать и ждать, то есть оператор в этом случае будет успевать обслуживать материал вручную); — модификация плоттера для автоматического раскроя панелей, когда в пачке количество листов больше стандартного (что влечет за собой увеличение веса), скорее всего, будет нуждаться в специальном фундаменте, а это — дополнительные затраты.
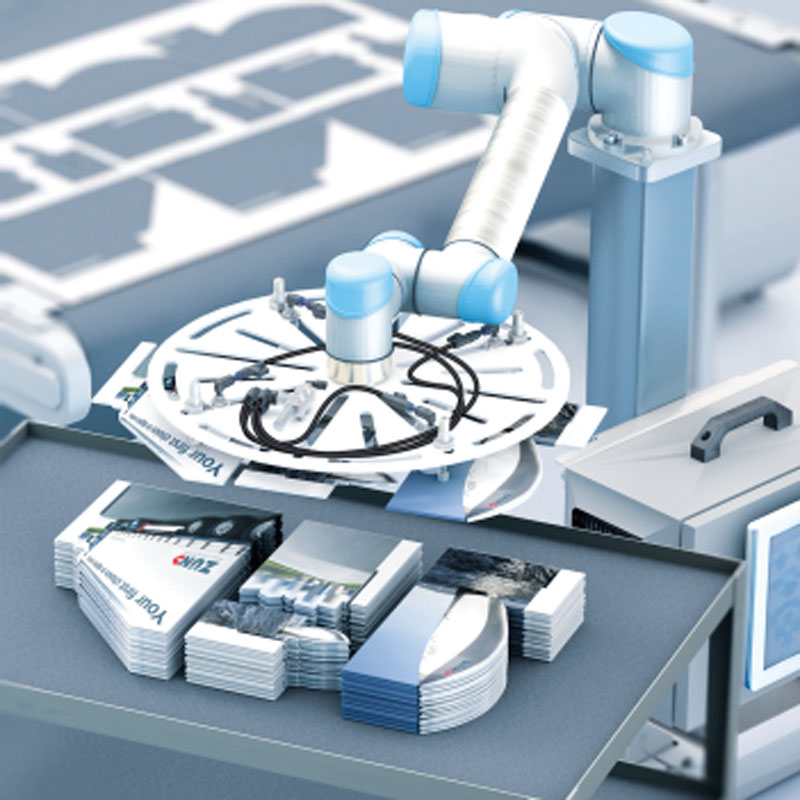
5.Применение робота (имеет смысл использовать только при разгрузке). Робот имеет два преимущества перед стакером: — требуется меньше места; — «рука» робота забирает со стола (разборки) только крой, оставляя отходы, которые при подаче падают на пол (или в лоток для отходов).
Недостатки: — ограниченный размер «рамы» с присосками, причем их местоположение необходимо настраивать для каждого задания (большие размеры означают увеличение цены); — настройка программы управления: фактически нужно задать движение «руки» (где взять, определить траекторию перемещения и места складирования); худший вариант, если требуется программировать работу робота; но сегодня существуют системы с «обучением», то есть, надо, управляя вручную, проделать нужные движения; — робот, скорее всего, будет выгоден для достаточно больших тиражей и несложных кроев.
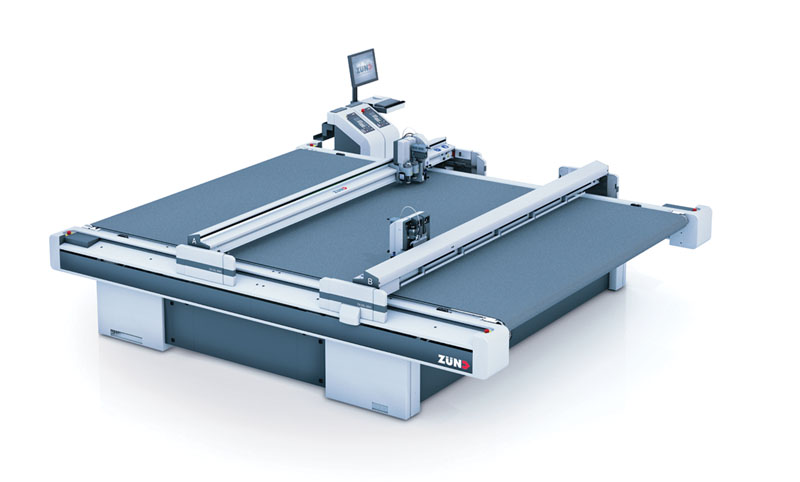
6.Отдельная тема — плоттеры с двумя балками. Такая конструкция повышает производительность за счет одновременной и независимой работы двух балок — сокращается именно время раскроя. При этом сам плоттер может иметь конвейерную подачу, различные опции подачи/разгрузки (конфигурация должна быть такой, чтобы время подачи и съема материала соответствовало времени раскроя).
Однако здесь не все просто — утверждение, что двойная балка повышает производительность в два раза, не соответствует действительности. Теоретически почти удвоенную производительность можно получить при раскрое задания, когда на листе размещены не очень большие однотипные фигуры простой формы (например, прямоугольники) и они, в свою очередь, разложены в одинаковом количестве по сторонам от относительно условной середины листа.
Хотя, на первый взгляд, кажется, что две балки действительно будут работать в два раза быстрее. Что же мешает этому?
Главная причина — жесткая необходимость выполнения принципа: одну деталь вырезает одна балка. То есть нельзя вырезать левую часть одной детали левой балкой, а правую — правой. К сожалению, сегодня нет решений, обеспечивающих приемлемую точность стыка частей одной линии, разрезанной двумя балками. Нестыковка может измеряться несколькими миллиметрами, что неприемлемо.
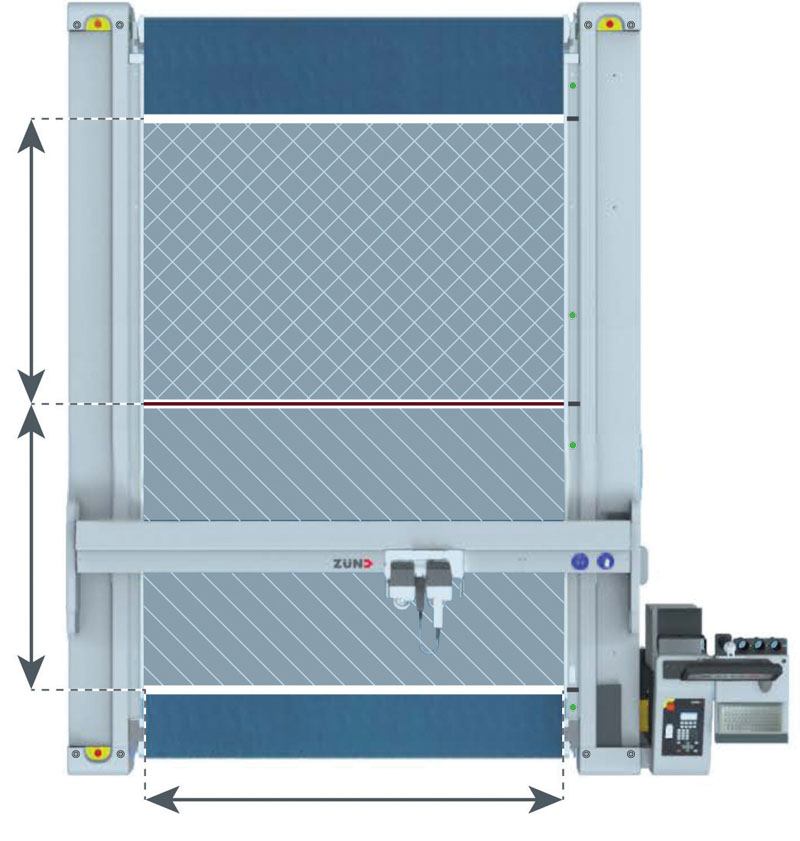
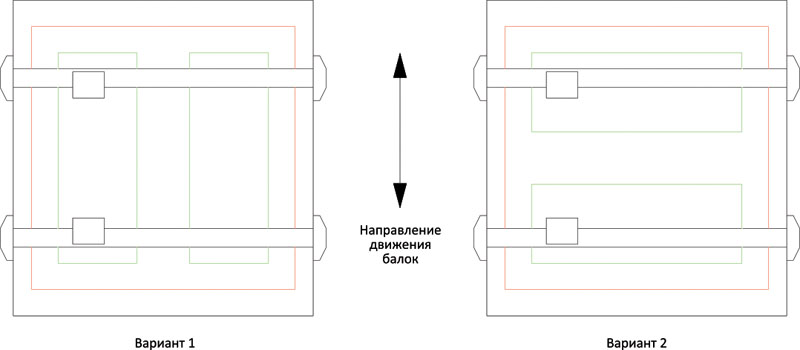
Ниже — пример, доказывающий критичную зависимость режущей системы с двумя балками от раскладки деталей на листе. Возьмем лист на весь размер зоны раскроя, например 3 х 3 м, на нем необходимо разместить две длинные детали.
Лист материала — красный цвет. Детали — зеленый цвет.
Для варианта 1 будет работать только одна балка, так как иначе нельзя обеспечить требования раскроя одного контура одной балкой. Вариант 2 является приемлемым для двухбалочного плоттера, так как будут работать обе балки. Этот пример наглядно показывает, что эффективность использования системы раскроя с двумя балками однозначно зависит от качества раскладки, которая должна выполняться с учетом специфики работы такой системы.
Из вышесказанного так или иначе следует, что применение раскройной системы с двумя балками эффективно прежде всего для раскроя деталей определенной формы и размера, а также достаточно больших повторяющихся тиражей. По этой причине технология раскроя двумя балками была впервые предложена для кожевенного производства — то есть там, где много мелких деталей, которые могут быть разложены на материал правильным образом. Раскрой двухбалочным плоттером рационален и для больших тиражей.
Виктор Миленин, специалист по режущим комплексам.
Вам также могут быть интересны другие нюансы, определяющие выбор режущего оборудования:
О том, как избежать брака при оклейке самоклеящейся пленкой неровных поверхностей, рассказывает Владимир Киреев, мастер по нанесению пленок на автомобили, международный сертифицированный тренер, автор канала «Академия оклейки Valdevay».
Одной из прорывных технологий для производства вывесок в последние годы можно назвать применение жидкого акрила для изготовления объемных букв. Технология активно используется во многих российских рекламно-производственных компаниях, однако до сих пор не получила широкого применения ни в европейских странах, ни даже в Китае. Причин тому может быть несколько, но сегодня мы рассмотрим аспект, связанный с токсичностью жидкого акрила.
Зачастую производители рекламы, занимающиеся брендированием транспорта, используют праймер для надежного закрепления самоклеящейся пленки на борту автомобиля. Однако при этом редко берется в расчет тот негативный эффект, который оказывает праймер на оклеиваемую поверхность. Да и демонтаж пленки в таком случае доставит немало хлопот тем, кому предстоит этим заниматься.
Как правильно выбрать самоклеящуюся пленку, чтобы она оптимально подходила под обозначенные требования? Разумеется, обратить внимание на её характеристики. Но иногда достаточно узнать о способах производства пленки, чтобы пойти в правильном направлении.