Автор - Виктор Миленин, специалист по режущим комплексам
Итак, мы упоминали, что при использовании конвейерной подачи для рулонного материала необходимы устройства размотки. Значимость устройств размотки в последние годы возрастает, поскольку резко растет спрос на печать по разнообразным видам текстиля и последующую финишную обработку.
Тип и сложность этого устройства сильно зависят от вида материала в рулоне, а также от геометрических и весовых параметров рулона (в первую очередь - от его веса и диаметра).
Самое простое устройство размотки, так называемое пассивное для рулонов без шпули, практически идеально подходит для рулонов самоклеящейся виниловой пленки. Оно представляет собой два параллельных, свободно вращающихся ролика, на которые и кладется рулон с пленкой. Во избежание поперечного перемещения рулона при размотке используются «торцевые» ограничители. У некоторых производителей имеется весьма полезная опция: ручной тормоз, которым можно регулировать натяжение размотки, и тем самым - избегать набегания материала на ленту конвейера.
Другое простое устройство предназначено для размотки более гибких материалов, намотанных на шпулю. Таким образом, размотка уже происходит с вала, также аккуратно и точно. Такие устройства размотки могут дополнительно оснащаться двигателем, который должен подтормаживать рулон в конце подачи, но не создавать натяжение размотки, как можно подумать. На мой взгляд, в таком случае, лучше опять же ставить простой механический тормоз – он будет всегда подтормаживать размотку, а не только в конце подачи.
Однако данные устройства хорошо работают для малопроницаемых и воздухонепроницаемых достаточно плотных материалов и будут давать большие погрешности при подаче воздухопроницаемых, мягких, деликатных тканей.
Причинами неудовлетворительной подачи являются следующие факторы:
- такие ткани, как правило, «тянутся», и, соответственно, портал будет неравномерно вытягивать ткань из рулона, и она будет в растянутом состоянии перед раскроем; при этом растяжение будет неравномерным по направлениям;
- кромка ткани подается неровно: изначально неровная намотка ткани в рулон, поскольку при печати уже было несколько перемоток (принтер, каландр);
- по мере подачи материала из рулона его вес изменяется, следовательно, постоянное усилие, с которым портал тянет ткань, будет по мере уменьшения рулона становиться чрезмерным, ткань будет больше деформироваться;
- большой вес рулона.
Устройства размотки для швейных тканей с опциями, учитывающими вышеперечисленные факторы, появились давно. Разрабатывались они для швейной промышленности при появлении автоматического раскройного оборудования много-много лет назад. Теперь все решения, разработанные для «швейки», используются и в устройствах размотки для однослойного раскройного оборудования – цифровых универсальных режущих плоттеров.
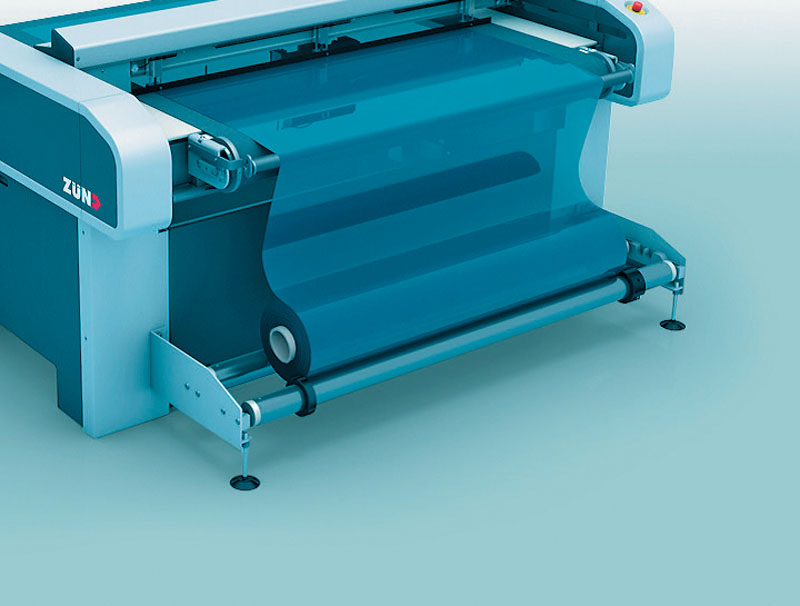
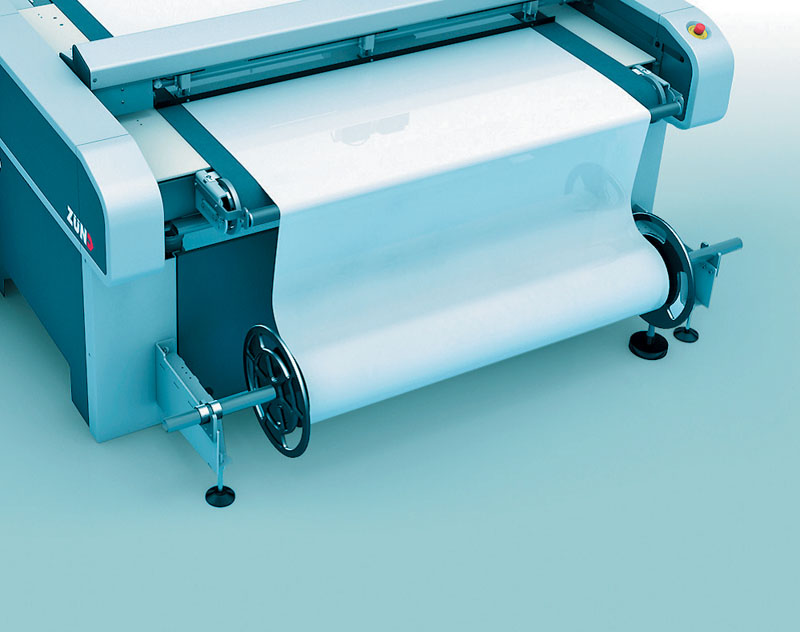
Как правило, размотка капризных тканей осуществляется либо из рулона, надетого на ось устройства (рис. 1), либо из рулона, уложенного в так называемую «люльку» (рис. 2).

рис.1

рис.1
Люлька чаще всего используется для подачи деликатных тканей, например трикотажа, в то время как вал используется для менее тянущихся тканей.
При любой конструкции устройства размотки материал подается за счет работы собственного двигателя системы, независимо от плоттера, что сразу приводит к задаче синхронизации скорости размотки и скорости движения ленты конвейера. Самый простой способ – это устройство в виде колеса, которое катится по ленте, и оно непрерывно «сообщает» устройству размотки скорость ленты.
При этом способы размотки рулона могут быть разными: есть конструкции с приводом непосредственно на вал, на который надет рулон; есть конструкции, где приводится в движение специальный подающий ролик. На рис. 2 видна сложная система лент, образующих «люльку», и эти ленты также могут приводиться в движение от двигателя.
Для ровной (плоскопараллельной) подачи ткани на конвейерную ленту используется опция «контроль кромки». Для этого устанавливаются датчик и механизм перемещения рулона вправо-влево. Датчик отслеживает реальную линию кромки относительно «нулевой», и при смещении ее в ту или иную сторону от нуля дается команда подвинуть рулон вправо или влево.
Непростой вопрос: как обеспечить равномерное, но регулируемое натяжение материала при подаче, и при этом так, чтобы для самых деликатных материалов натяжение было практически равно нулю? В основе одной из первых конструкций лежала простая идея: в подаваемой ленте ткани создавалась петля, в которую «вкладывался легкий вал, легко перемещающийся вниз-вверх в пазах боковых стоек. Эта система механически учитывала и вес рулона, и скорость размотки, удерживая натяжение постоянным. Она применяется до сих пор, конкурируя с качающимся рычагом (прямой перевод термина «dancer» с английского – «танцор»). Основное преимущество качающегося рычага, который может иметь, например, пневмопривод, - возможность регулировать натяжение.
Дополнительно можно упомянуть, какие еще факторы влияют на конструкцию устройства размотки:
- диаметр рулона, определяющий габариты устройства размотки;
- вес рулона: требуется учет прогиба вала, типа фиксации рулона на валу – торцевыми конусами или пневморасширителями, встроенными в вал, способа загрузки рулона;
- для воздухопроницаемой ткани может потребоваться второй вал для подачи пленки, покрывающей ткань на столе для улучшения фиксации на столе;
- может ли система управления плоттером подавать управляющие сигналы устройству размотки и как это делается: например, сигнал, когда размотка должна начать свою работу;
- и т.д.
Поэтому для правильного выбора типа размотки поставщик, как правило, запрашивает образцы ткани, габаритные и весовые параметры, чтобы создать правильную конфигурацию устройства размотки из правильных конструктивов.
Для «продвинутых пользователей», которым требуется максимальная автоматизация производства, предлагаются системы хранения-подачи рулонов на устройство размотки. Эти системы могут как управляться независимо от устройства размотки, так и быть интегрированными в единую автоматизированную систему.