Схематически производство ПВХ пленки можно представить следующим образом (рис. 1). Берутся компоненты: ПВХ, термо- и УФ-стабилизаторы, пигмент, пластификатор и другие добавки. Все эти составляющие в твердом виде смешиваются и нагреваются до образования пластичной пасты. После чего такая паста при помощи специальных валов (каландров) раскатывается в тонкую пленку. Пленка, произведенная таким образом, называется каландрированной.
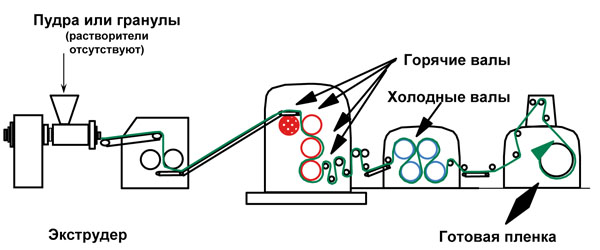
Рис. 1. Производство каландрированной пленки
Процесс каландрирования оказывает влияние на свойства пленки, ограничивая ее эксплуатационные возможности. При производстве такого материала твердый ПВХ под действием механической силы раскатывался в тонкую пленку. Но при таком воздействии в конечной пленке остаются внутренние напряжения, которые со временем приводят к заметной усадке пленки. Усадку легко наблюдать, если, например, взять веер цветной каландрированной пленки: вокруг каждого пленочного отрезка видна белая кромка (с течением времени пленка изменила свои размеры). При нанесении на ровные поверхности усадка приводит к образованию небольшой кромки по периметру аппликации, что, как правило, не является критичным. Однако при нанесении каландрированных пленок на криволинейные поверхности усадка приводит к отклеиванию пленки, появлению пузырей, образованию «рваных» краев и прочим нежелательным эффектам. Поэтому область применения каландрированных пленок ограничивается ровными или слегка искривленными поверхностями. Каландрированные пленки служат в среднем от двух до пяти лет.
Другой способ производства пленки – литье (рис.2). В этом способе к смеси ПВХ, стабилизаторов, пигмента и пластификатора добавляют растворитель. Таким образом получается не густая паста, а жидкий раствор. Этот раствор льется на подложку; после испарения растворителя образуется пленка.
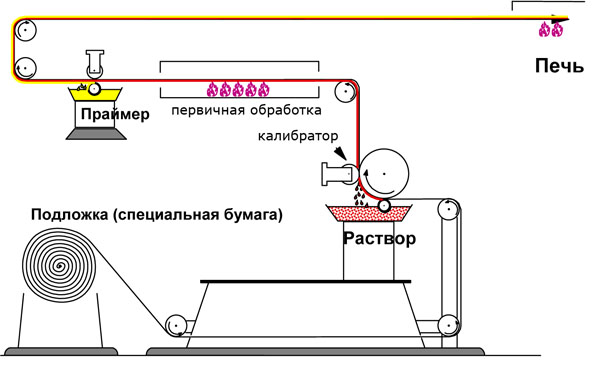
Рис. 2. Производство литой пленки
Из-за отсутствия значительных механических нагрузок в процессе литья в пленке практически не образуются внутренние напряжения. Литые пленки являются практически безусадочными. Поэтому именно они используются для полного оклеивания легковых автомобилей, нанесения на гофрированные и клепаные поверхности, когда требуется эластичность и надежное приклеивание к сложной поверхности. Срок службы литых материалов может достигать 10 лет.
Производителю рекламной графики важно понимать, что и в новом 2010-м году грамотный выбор материала по-прежнему будет являться залогом высокого качества готового изделия.

Юлия Хейфец, технический специалист отдела коммерческой графики «3М Россия»