Процесс изготовления вывесок для уличной рекламы не прост, но доступен каждому. Этот факт привлекает множество людей в производство наружной рекламы. Как для опытных производителей, так и для новичков важно, чтобы изготовленное изделие соответствовало общим требованиям, которые выдвигаются к вывескам: технологичность, прочность, устойчивость к ветронагрузкам и возможному вандализму, экономичность и, конечно же, дизайн. Из этих требований наибольшую сложность вызывает технологичность. Сюда включается не только правильный выбор материалов, способ их обработки и монтажа, но также совместимость разных материалов, устойчивость к возможным воздействиям – механическим, физическим и химическим, а также долговременная стабильность. Рассмотрение всех этих вопросов в комплексе - непростая задача и для этого требуется не только перечень исходных данных, достаточное время и уровень компетенции специалистов, но также опыт работы со всеми предполагаемыми материалами. Попробуем рассмотреть весь технологический процесс изготовления одной вывески шаг за шагом.
Техническое задание
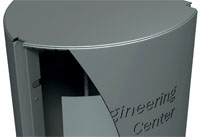
Внешние стороны вывески изготавливаются из плавно согнутых композитных панелей, окрашенных под металлик. На лицевых частях имеются световые надписи из выпуклых букв. Сверху и снизу располагаются крышки, образующие герметичные стыки с боковыми поверхностями. Конструкция крепится на сварной раме, образующей каркас. К ней должны прикрепляться установочные петли для монтажа изделия на вертикальную стену. Подсветка осуществляется с помощью люминесцентных ламп.

Вид объемной вывески
Требование к изделию - срок службы вывески должен составить не менее 10 лет. Светотехническое оборудование должно обеспечивать надежную работу вывески в течение гарантийного срока не менее 5 лет. Вывеска должна иметь прочностные характеристики, которые соответствуют требованиям по ветровым и снежным нагрузкам, и обеспечивают антивандальные качества.
Предварительное рассмотрение
При рассмотрении проекта необходимо было выявить основные сложные части и узлы, а также проработать технологию, обеспечивающую повышенную надежность конструкции изделия. Данное решение предусматривало установку вальцованных панелей и стыков кривой поверхности к торцевой части крышек. Требовалось не только выполнить минимальные зазоры для предотвращения проникновения света, но и обеспечить герметичность. Дополнительная сложность состояла в вертикальном стыке 2-х боковых поверхностей без видимых элементов крепления с лицевой стороны.
Теперь рассмотрим шаг за шагом весь процесс, сопровождая его иллюстрациями и пояснениями.
1. Рама выполняется из металлической профилированной стали 20 х 40 мм, на которую дополнительно привариваются крепежные петли и крепятся уголки для установки электротехнических изделий. Сварные швы зачищаются и вместе с рамой покрываются грунтовкой, а потом окрашиваются. Конструкция и размеры рамы, а также крепежные элементы устанавливаются таким образом, чтобы было легко монтировать люминесцентные лампы.

Рама сварная с установкой крепежных петель и уголков для светотехники
2. Композитные панели требуется подвергать вальцовке. Для этого могут подойти, например, панели ECOBOND metallic 3мм, обладающие большой пластичной деформацией (~12%) и достаточной конструкционной прочностью, обеспечивающей отсутствие расслаивания панели.
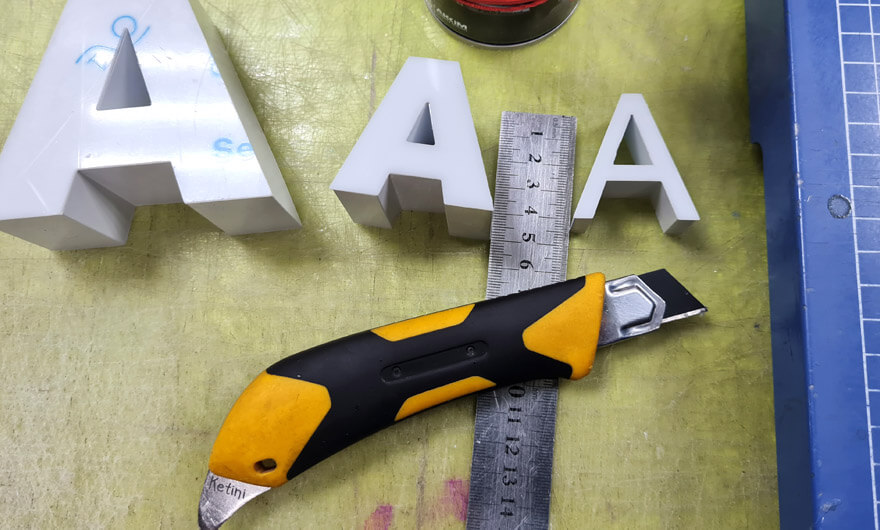
Перед вальцовкой на панелях с помощью фрезы необходимо вырезать буквы под искомую надпись. Особенность операции состоит в том, что она должна выполняться фрезой малого диаметра – до 2 мм. Небольшой паз выбираемого материала позволяет лучше закрепить пленкой выпадающие части букв в композите и произвести последующее вальцевание с отбортовкой на трехваловой машине. Это обеспечивает лучшее воспроизведение контура букв на полуцилиндрической поверхности.
3. Светящиеся буквы из цветного акрила по техническому заданию должны быть в одной плоскости с композитом. В качестве материала для букв и прозрачной подложки, на которую они клеятся, можно выбрать Polycryl толщиной 3 мм. Одна из сложностей, которую нужно учесть, состоит в заметном искажении букв на кривой поверхности. Для правильного представления необходимо изменить надпись таким образом, чтобы ширина букв по центру надписи оставалась стандартной, а по мере удаления от центра к краям надписи, ширина букв должна постепенно увеличиваться. Для этого проект надписи вывески разрабатывается в программе трехмерного проектирования, и затем надпись корректируется в режиме фотореалистического представления. После этого делается проектно-эскизная документация развертки кассет из композита и пластиковых частей, вставляемых в вырезанные отверстия для букв.
Порезка букв из акрила и в композите выполняется на координатно-фрезерном станке по программе в соответствии с эскизом. Технологический зазор между торцевым краем акриловой буквы и краем отверстия в композите должен быть 0,5-1 мм.


Крепление акриловой подложки с буквами
к композитной панели
После порезки букв из цветного акрила они должны приклеиваться к прозрачному пластику. Сначала буквы прикрепляются по месту отверстий на скотч, когда с обратной стороны прижимается лист прозрачного акрила. Затем производятся отметки мест крепления букв и их приклейка на двухкомпонентный акриловый клей. После полного высыхания клея необходимо произвести термоформование для придания полуцилиндрической формы. Эта операция выполняется на специальной форме. Разогретый до температуры 130°С лист акрила укладывается на форму и прижимается так, чтобы лист полностью, без зазоров, окатывал выпуклую поверхность формы. После полного остывания изделие готово к монтажу. Заметим, что при горячем изгибании наружная часть цветных букв немного расширяется и оставленный технологический зазор в композите 0,5-1мм будет частично заполнен.
Крепление акриловой подложки с наклеенными цветными буквами, которые вставляются в отверстия, сделанные в композите, производится по периферийной части акрилового листа с помощью прижимных пластин. Обычно не рекомендуется делать клеевое соединение разнородных материалов с сильно отличающимися коэффициентами термического расширения. После установки акриловой части желательно проверить, есть ли свободное движение акрила относительно композита.
После этого прикрепляются выпадающие части из композита из букв «О», «В» и других. По центру выпадающей части из композита можно использовать более прочный мгновенный клей с небольшой областью заливки - буквально каплю клея, которая при соединении частей композита к акрилу разносится на 1-2 см в диаметре. При необходимости, особенно если буквы по размеру большие, остальная стыкуемая область выпадающей части из композита к акрилу заливается клеем-герметиком с зазором между обеими плоскостями около 2 мм.
4. Для стыковки боковых панелей с крышкой и днищем используется метод соединения с помощью кусков П-образных алюминиевых профилей. На крышке и днище делаются лепестки по контуру примыкания к согнутой части боковой кассеты, подгибаются на 135° и соединяются с лепестками на боковых кассетах, таким же образом подогнутыми на 135°. Для герметизации стыков используется клей-герметик на основе модифицированного силана.

Способ соединения композитных панелей
5. Освещение вывески выполняется с помощью люминесцентных ламп, устанавливаемых на раме. Для обеспечения требуемого срока службы выбираются лампы типа Philips Мастер TL5, которые имеют гарантийный срок службы 20000 тыс. часов, что на практике приравнивается к 6-8 годам работы. Используется 2 лампы, которые работают от одного электронного балласта марки PHILIPS HF-P 2x26-42 PL-T/C. Для большей надежности и для увеличения яркости рекламной вывески рекомендуется установить вторую пару ламп со своим электронным балластом. Для увеличения отражения света задняя часть вывески делается из светоотражающего материала типа вспененной ПВХ панели Vekaplan SF толщиной 5 мм. Монтажные провода собираются в жгут и крепятся к раме с помощью полипропиленовых ремней. Наружу, через отверстие в ПВХ панели выводятся сетевые провода и клемная колодка. Проверяется вся система освещения в режиме реальной эксплуатации, после чего можно производить инсталляцию изделия на стене.
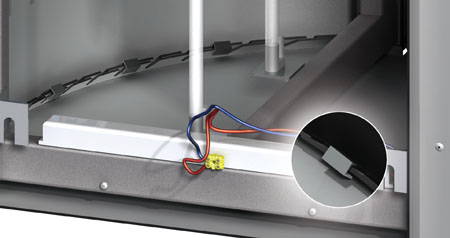
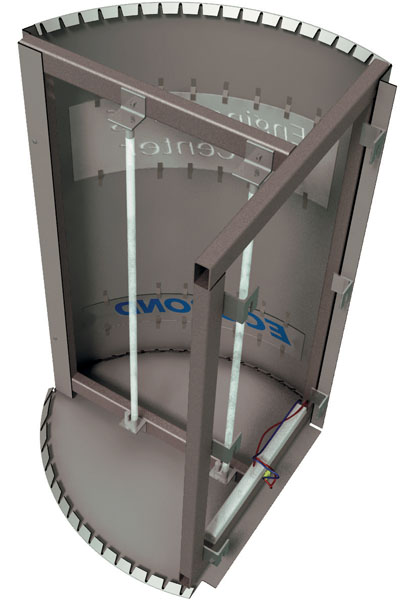
Монтаж электрооснастки
6. Монтаж вывески.
Вывеска должна крепиться к стене на анкерных болтах таким образом, чтобы выдерживались все нагрузки, прикладываемые к вывеске: собственный вес, ветровые и снежные нагрузки.

Задняя часть вывески
Заключение
Приведенное пошаговое рассмотрение особенностей изготовления простой вывески с незначительно усложненными элементами стыков показывает, насколько бывает сложной конструкция и технология изготовления. Но детальный анализ каждой технологической операции, начиная от эскизной документации и заканчивая инсталляцией изделия, позволяет предотвратить ошибки и лишние сложности, а также сократить объем ручного труда. Несомненно, многие производители научились оптимизировать свою работу и производят достаточно качественные рекламные вывески. Благодаря хорошо продуманной технологической карте, включающей порядок выполнения всех работ, команды специалистов смогут более эффективно работать и преодолевать натиск конкуренции.